Work加賀製紙の仕事
抄紙部【3交替制勤務】
板紙製造は、操業管理グループが担当しています。
その中でも「抄紙部」は「2号機」「3号機」とライン別に分かれており、紙を抄いて板紙を作る工程を担っています。
現場では、基本的に4人の班(チーム)を編成し、班単位で同一の作業を担当しています。複数名で業務にあたることにより、トラブル発生時にも柔軟かつ迅速な対応が可能となり、安全で安定した製造ラインの維持に努めています。
主な仕事内容
-
抄紙機の運転・操業管理
抄紙機を24時間稼働させ、毎度品種替・号数替に伴う原料切替や機械条件の設定等を行い、生産計画に沿って抄造を行います。
-
品質確認と調整作業
定期的な品質測定を行い、品種や号数ごとの基準を満たすように調整します。
特に紙替・抄替後は厚み・水分率・米坪などを測定します。状況に応じて各機器の調整を行い品質の安定化を図っています。
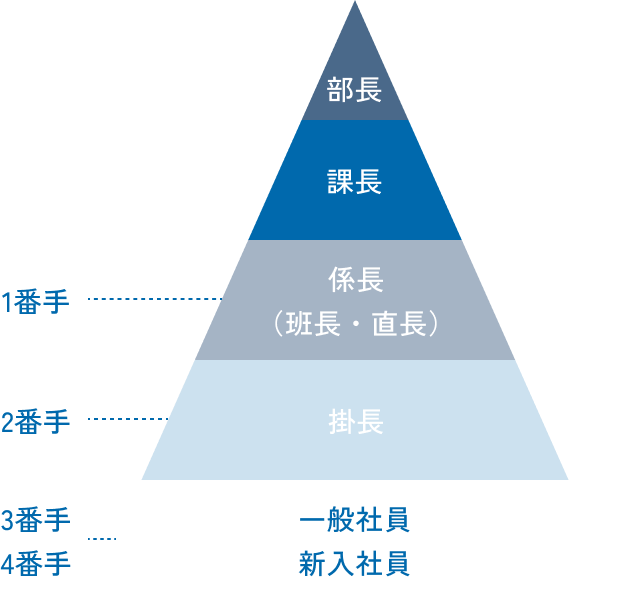
抄紙部のキャリアパス
技術を磨き、現場を支える人材へ
現場では、作業チームを構成するため、職位等級を定めており、現場の責任者は課長、作業は係長を中心に行い、役職手当は掛長まで支給されます。
加賀製紙では、役職者の約20%が40歳未満(2025年10月調査)となっています。現場での経験による技術が必要とされるので、若手の育成に力を入れており、がんばる若手が活躍できる環境が整っています。
1日の流れ
操業管理グループ 抄紙部の製造の様子を一日の流れを通して紹介します。
この日は品質チェック・機械のドロー調整・クレーン操作・ワインダー操作を担当しました。
操業管理グループ 抄紙部
早番 7:30〜15:30 の場合
-
- 7:30始業ミーティングを行う
-
始業ミーティングは班の作業者全員で行います。当日の作業予定を確認してから、各作業員は係長から本日の作業指示を受けます。軽く体操を行って体をリフレッシュしてから作業開始します。
※抄紙部の業務は一部作業を除き時間通りの手順で行う業務ではないので、以降の作業時間は省略します。
-
- 前の班からの引継ぎ後、業務開始
-
前の班から申し送りを受け、操業状況や安全作業に関する注意点などを共有して作業を円滑に進むようにしています。
その後、生産計画などの段取りを組み、係長の指示に従って業務を開始します。
-
- 製品の運搬、パレット準備
-
抄紙機は24時間稼働しているので、常に板紙が生産され続けています。
当社は製紙業では珍しいオンマシン方式でスリット断裁して平板にするまでを一貫して生産しているため、どの作業の合間でもパレット上に一定量の製品が出来上がったら入替を行い、フォークリフトでの荷下ろし運搬と次の製品を乗せるパレットの準備を連続して行っています。
-
- 製品寸法の変更・寸法確認
-
計画した数量が出来上がったら、指定のサイズに製品寸法を変更します。
寸法変更は全て機械操作で行い、幅寸法はスリッターで縦目にスリットさせ、長さはシンクロカッターで横目に連続断裁します。
寸法変更後は全作業員が寸法確認を行います。この寸法替作業は、多い時には30回以上も行う日があります。
-
- 紙の品質確認
-
定期的にパレット山から製品を抜き取って、品質に不具合はないかのチェックをします。
確認内容は紙の厚みや重さ、手で持った時の感触や目視で紙面に異常が無いかなど、全23項目をチェックします。
-
- 品質測定作業
-
製品抜き取りの品質チェックとは別に1時間毎の品質測定を行う。全7項目の測定を行い、1項目でも品質基準をクリアしなければその間に生産した製品が全て損紙(廃棄)になるため、常に品質の確認と調整作業を行っています。
-
- 紙替作業(品種替)
-
製品の品種を変更する作業です。使用する原料の切替えや抄紙機のスピードを変更します。
原料が変わることで品種によっては製品の色も変わるので、変更の際は他の原料が混ざらない様に掃除を念入りに行いながら紙替を行います。
紙替中は抄紙機のスピード変化や紙の厚みなども変わるため、機械操作や調整作業も同時に行います。
-
- 紙替調整作業
-
紙替後は製品の厚み・水分率・米坪など品質基準を満たしているか測定作業で確認してから製品とします。
品質基準は品種ごとに異なるので、紙替後の品質測定はとても重要な作業になります。
-
- 抄替作業(号数替)
-
同じ品種内で号数(紙厚・米坪)を変更する作業です。紙替作業と同じく抄紙機のスピードを変更して紙厚を変えます。
抄替中は機械操作や調整作業も同時に行います。
この抄替作業や品種を変える紙替作業を1日で10回以上行うこともあります。
-
- 抄替調整作業
-
抄替後は製品の厚み・水分率・米坪など品質基準を満たしているか測定作業で確認してから製品とします。

-
- トラブル対応
-
抄造中まれにトラブルが発生します。
例えば断紙(途中で紙が切れてしまうこと)が起きても機械は異常検知しない限り動き続け、切れた箇所まで紙は次々と流れてきます。
素早く安全に元通り紙を通し、正常な状態に復旧させます。
復旧後は通常業務と同時進行で切れた大量の損紙を処理します。断紙以外でも多種多様のトラブルが起こるため、トラブル対応は経験と技術が要求される作業です。 欠点検出器のエラー等を確認する様子
欠点検出器のエラー等を確認する様子
-
- 昼食・休憩
-
抄紙機は常に稼働しているため、各作業員は合間を見つけて交互に昼食を食べます。
-
- 平板製品から巻き取り製品への切替
-
平板にカットする製造方法から、ロール状に巻き取る製造方法へ切替えします。
紙を巻き付けるスプールロールなど、巻取り製造の準備作業を行いながら、巻取り製品の品種へ紙替する作業も同時に行います。
-
- ポープリールでの巻き付け作業
-
紙をスプールロールに巻き付ける操作を行います。紙を巻き付けた後は、原反(大巻)が巻き上がるまで一定の時間があるので、その間に各所の点検や休憩を取ります。
-
- 枠替作業・品質測定
-
スプールロールに巻き付けた紙を一定の長さに巻いた後は、次のスプールロールに巻き付けて枠替えをします。枠替ごとに紙をサンプリングして品質測定を行います。
-
- 巻き取った紙をワインダーへ移動
-
巻き取った原反(大巻)をクレーンで製品(小巻)に巻き直すワインダー設備に移動させます。

-
- ワインダーでの巻き戻し作業
-
原反(大巻)を指定の幅にスリットしながら指定の長さへと製品サイズの小巻に巻き直していきます。
長さは紙の厚みによって約800~3000mに巻きます。
-
- 巻取り製品の運搬
-
製紙業では珍しく、当社では原反(大巻)から製品(小巻)への巻き直しまでの加工作業を抄紙部が一貫して行い、仕上がった巻取り製品をフォークリフトで倉庫まで運搬しています。
-
- スプールロールをポープリールにセットする
-
製品(小巻)の巻き直し作業が終わったら、次のリール巻き付け作業のために再度スプールロールをセットします。
巻取り製品を抄造中は、ポープリールの枠替からワインダーでの巻き直し作業を繰り返し行っていきます。
-
- 薬品添加作業
-
板紙の製造では製紙用の薬品が使用されます。品種ごとに薬品の添加量を調整し、薬品残量の確認も行います。使用前に溶解したり調合する薬品はその都度作業を行います。
-
- 抄紙機巡回点検
-
抄造中は各担当者が機械設備に異常がないかを常時巡回点検を行い、整理整頓など掃除も行います。
-
- 次の勤務班へ引継ぎを行う
-
勤務中の操業状況や安全に関する注意点などを詳細に次の班へ申し送りをします。
-
- 15:00終業ミーティング
-
終業ミーティングは班の作業者全員で行います。工程管理日報に生産実績を登録、抄造日誌に作業内容を記録、安全作業日誌に申し送り内容を記載して勤務を終了します。
-
- 15:30退勤
-
退勤時間後社内の大浴場へ
大浴場が構内にあるので、着替えを兼ねてお風呂に入ってから帰宅する社員が多いです。
私は失った塩分をチャージするためにラーメン屋に駆け込み一日の疲れを癒しています。
勤務時間(早番、遅番、夜勤)について
工場が24時間稼働のため、原質部、抄紙部、原動部には3種類の勤務体制があり、
①一部(早番):7:30〜15:30
②二部(遅番):15:30〜23:30
③三部(夜勤):23:30〜翌7:30
が週ごとに切り替わります。作業内容はさほど変わりません。
INTERVIEW社員インタビュー

Entry /
Contact応募・お問い合わせ
加賀製紙では、新卒・中途を問わず、
いっしょに働いてくれる方を募集しています。
必要な資格や技術は、
入社後会社負担で取得することができますので、
未経験の方も歓迎します。
またカジュアル面談や工場見学も定期的に行っております。
お気軽にお申し込みください。
※ご質問、お問い合わせはこちら
学校法人・団体さまからのお問い合わせも歓迎しております